厂家地址深圳市
速度1000mm/s
电压220V
机械精度正负0.02mm
重复精度正负0.02mm
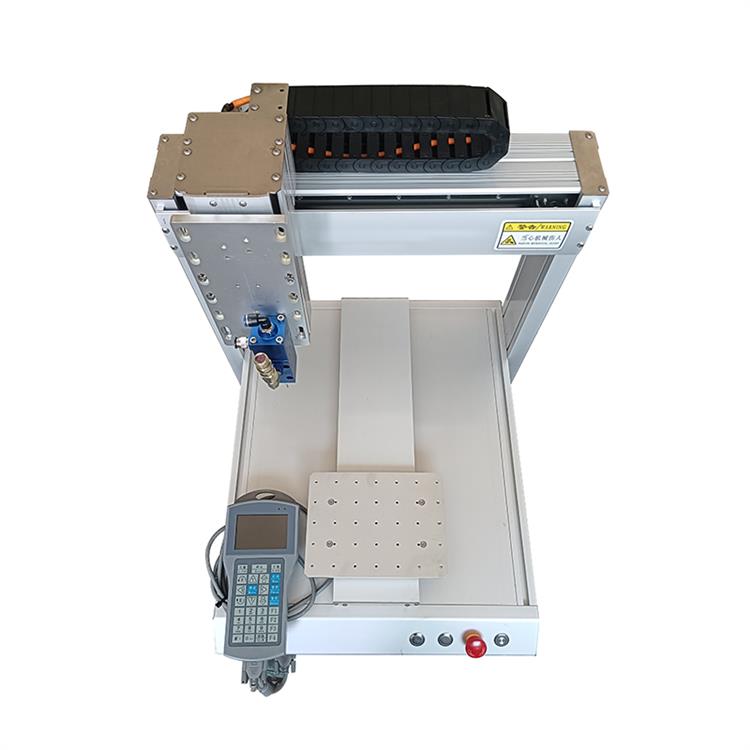
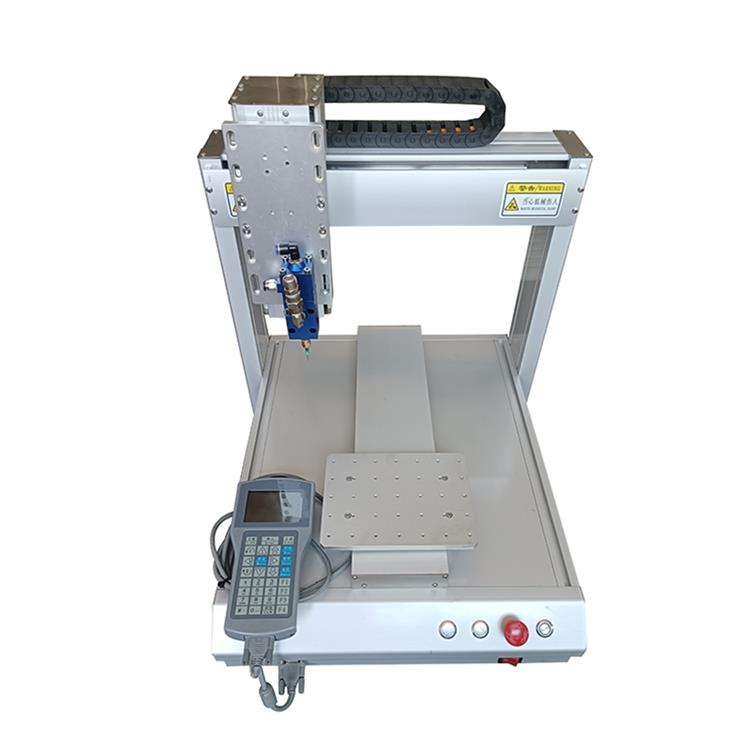
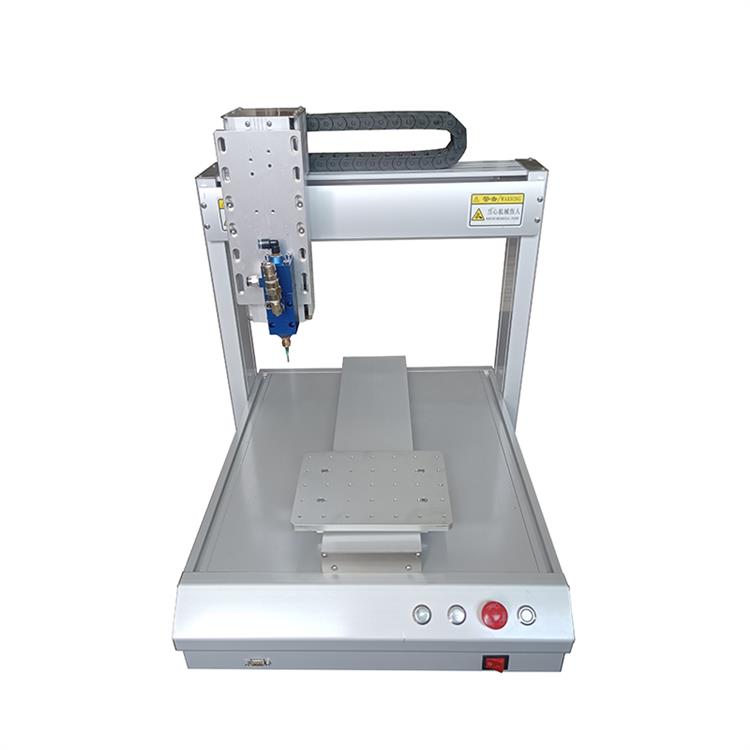
1.1 产品简介
1.自动点胶控制系统具有 3 个电机控制轴,可支持龙门式三轴自动点胶控制,满足现有龙门式自动点 胶控制方案的需要.
2.使用的手持编程器采用 320*240 高分辨率彩屏,使编程菜单内容更清晰。
3.主板与手持编程器之间使用工业级现场总线通信连接,速率更高、抗干扰性更强。
4.手持编程器提供 U 盘传输点胶加工文件、系统配置文件,在多台设备使用中可用 U 盘相互复制点胶 加工文件或系统配置文件。
5.采用 ARM+FPGA 控制方案,具有较大的运算能力,速度刷新时间小,运动控制加减速性能优 越,可支持高精度高速三维直线、三维空间圆弧运动等。
6.运动控制主板具有 64M 存储空间,可存储 50 个点胶加工文件,每个文件可存储 1450 个点胶加工编 程点,可支持在没有手持编程器连接下工作, 点胶加工文件可用数码管加按键方式选择。
注意事项:
操作设备手持盒时,必须在断电的情况下插拔串口连接线,以免烧坏控制器和手持盒。

1、新增“空指令”
“空指令”用于多段线与多段线之间的断开。多段线编辑结束后系统会自动加入空指令。
2、新增“路径点”
“路径点”用于设备插补运行到*点,只有动作但不出胶。
3、 新增“延时”
“延时”是指在指令与指令之间增加的延时功能。
4、新增“暂停”
“暂停”是指在指令与指令之间增加的暂停功能,暂停后需按启动键才会再次执行。
5.、编辑画面-操作菜单
6、插入指令
“插入指令”是指插入到选中的指令的上一行。方法和新增指令相同。
7、 指令
在“指令列表”对话框中,直接按键盘中的“CLR ”键,即可选中的当前指令。F4 键可同时删
除多条指令。

“MARK 点”对针操作
“MARK”点即为标记点,用于治具上标记点的对针操作。此功能分为:单 MARK 点对针和双 MARK
点对针;
①单 MARK 点对针:
此对针点必须为指令列表的条指令。在指令列表对话框中按“6 更多”加入 MARK 点。
编辑此点的坐标仅用于对针操作,下载程序后不执行此操作。在“开机画面”状态下按“MOVE”键,
针头会自动指向条指令(即标记点上)。
②双 MARK 点对针:
在指令列表中需加入两个 MARK 点,尽量选择治具上距离较远的两个明显标记点作为 MARK 点,这
两个 MARK 点会自动显示在指令列表的条和*二条位置(在编辑指令前或编完指令后加入这两个
MARK 点均可),在指令列表对话框中按“6 更多”加入 MARK 点。
编辑此两点的坐标仅用于对针操作,下载程序后不执行此操作。在“开机画面”状态下按“MOVE”键,
针头会自动指向个 MARK 点,并弹出“Z 轴是否下降”,请根据实际需要选择,此时定位好坐标后按
确定,针头会自动指向*二个 MARK 点,操作同个 MARK 点操作方法相同。
双 MARK 点定位可以修正工件因摆放的角度和位置偏差而引起的误差。

设备接线要规范 :
为了防止干扰,让机器能安全稳定地运行,控制器的机壳接志,与机器需可靠接地。
您的满意是公司努力的动力!您的发展是我们的心愿,我们的发展更需要您的关照。让我们并肩合作、携手拼搏、迎接新的挑战,创造的机遇,共同展望美好的未来。
http://szjcjx.cn.b2b168.com