厂家地址深圳市
速度1000mm/s
电压220V
机械精度正负0.02mm
重复精度正负0.02mm
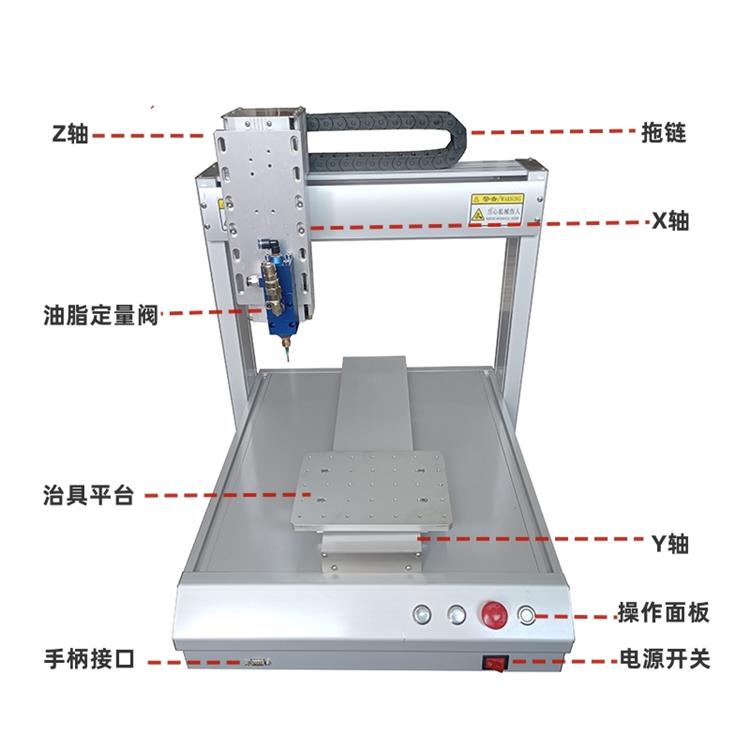
1.2 硬件
1. 电机轴输出:3 轴输出,分别为 XYZ 三维坐标轴,12 路高速脉冲输出,每轴大输出脉冲频率 500KHz, 控制点胶时间精度 1ms。
2. 通道输出: 具备 4个通道控制。
3. 加减速特性: S 型曲线加减速模式,加减速加速度立设置; 10K 的速度刷新频率,让机械响应性能 , 噪音更小。
4. 原点、限位输入:通用隔离输,可编程设定原点及限位的端口,*硬件改线,方便快捷。
5. 支持 3 位数码管接口,可快速选择切换 0- 的 1000 个点胶文件。
6. 功能键:有‘运行/暂停 ’、‘停止’ 、‘回原点 ’、‘ 出胶测试 ’、‘单步测试 ’五个功能按键,并 有相应的指示灯控制输出; 具有‘紧急停止’按钮操作。
7. 具有 RS-232 、以太网接口,可给有特殊需要的客户定制程序。
8. U 盘读写功能:使用 FAT32 文件系统,支持大 16G 的 U 盘。
9. 存储空间:主板 64MB,可存储 50 个点胶文件,每个文件 1450 个编程点;手持编程器 16MB,可存 储开机画面, 点胶文件,在多台机器互相拷贝点胶文件尤其有用。
10. 手持编程器屏幕:320*240 高分辨率彩屏,让操作菜单界面的内容更加清晰。
11. 工作电压 :DC 24V, 1.5A
12. 可编程输入输出:20 路通用数字输入(带 RC 低通滤波器)
10 路通用数字输出( 带光耦隔离、电流可达 1.5A、可带动 36W 电磁阀)
13. 工作环境 :温度 0℃--50℃ , 湿度 40%--80%( 非结露)
14. 存储环境 :温度-20℃--80℃ , 湿度 0%--85%( 非结露)
装机事项
1、检查控制器是否完好无损;
2、按照接线图连接好硬件后,通电前检查电源电压不要** 24V;
3、通电后先设置脉冲单量,再设置原点位置。
3、接着执行复位动作;动作顺序如下:
①Z 轴应向原点方向移动,如果移动方向反了(如果是步进系统,对调电机线中的 A,A-或 B,B- 一
组, 如果是伺服系统,需改变伺服驱动器的方向),当感应到 Z 轴原点开关时,Z 轴停止。
②X,Y 轴开始同时移动,移动的方向应向原点方向移动,如果方向反了(同 Z 轴反向时一样处理),当
其中某轴感应到原点开关时,相应的轴将停止移动。
③当所有轴都感应到传感器时,复位动作完成。
到此设备安装工作基本完成。实际测试还需连接气路系统进行全面调试。

设备需注意:
如果负载功率大于 36W,在使用通用数字输出端口时,需外接继电器;切勿把外部电源直接接至通用数字输出端口上,否则会损坏控制器。

1、复制指令操作
“复制指令”用于复制选中的指令,通常用于矩阵复制。Y 键选择要复制的单条指令,F3 为选择要
复制的全部指令,F4 为选择要复制的多条指令。
选择完要复制的指令后,按“操作”进入“复制指令”对话框。
方法一:输入要复制的数量,如果知道要复制的指令坐标之间的距离,可直接输入“X”“Y”“Z”
的坐标间距(即坐标与坐标之间的距离),按“确认”键则复制完成。
方法二:输入要复制的数量,如果不知道要复制的指令坐标之间的距离,则不用输入“X”“Y”“Z”
的坐标间距,然后按“Move”键,通过方向键将设备移动到要复制的后图形的起始点上,按“确认”键,
系统将自动按照相隔距离和复制数量计算其分布间隔。
2、阵列复制操作
方向键 Y 键选择要复制的单条指令,F3 为选择要复制的全部指令,F4 为选择要复制的多条指令。
选择要复制的指令后,按“选择”进入“阵列指令”对话框,如图所示:
方法一:输入要要阵列复制 X 方向数量和 Y 方向数量,然后按“MOVE”键移动到 X 方向后一点
(也就是图中的 A 点),按“确认”;再移动到 Y 方向后一点(也就是图中的 B 点)按确认;即可自
动计算间距。一定要先输入复制数量。 路径方式:运行轨迹选择。
方法二:输入要要阵列复制的 X 方向数量和 Y 方向数量,然后输入要阵列复制的 X 方向间距和 Y 方
向间距,再选择路径方式。后按“确定”键则阵列复制完成。
3、 偏移操作
“偏移操作”用于偏移选中的动作指令,把坐标偏移*的数值。
Y 键选择要偏移的单条指令,F3 为选择要偏移的全部指令,F4 为选择要偏移的多条指令。选择要偏移
的指令后,按“操作”进入“偏移操作”对话框。
方法一:输入要偏移的具体数据,按确定即可完成偏移操作。
方法二:不知道要偏移的具体数据时,也可以通过“移动”键来移动要偏移的数据。按“移动”键,
通过方向键将设备移动到要偏移的坐标上,然后按“确定”键即完成偏移操作。

设备接线要规范 :
为了防止干扰,让机器能安全稳定地运行,控制器的机壳接志,与机器需可靠接地。
自动圆角
“自动圆角”用于对多段线进行自动倒角。
操作方法:在指令列表对话框中按“操作”,进入“自动圆角”,输入“圆角半径值”,即对此文
件下所有多段线进行自动倒角。
在使用自动圆角后,若是对圆角后的角度不满意,*指令重建,可直接重复操作修改“圆角半径
值”,系统直接更新“圆角”
http://szjcjx.cn.b2b168.com